
03 Jan Pepperidge Farm Tour
Still the leader
Pepperidge Farm continues to invest in the latest robotics and other cutting edge systems to boost production efficiency, capacity and flexibility at its flagship Denver, Pa., plant.
By Dan Malovany
When the Denver, Pa., plant started up in 1991, the newest Pepperidge Farm player on the roster had all of the equipment to be an all-star operation for years to come. Built at 611,000 sq. ft. at an almost unheard of cost of $180 million, the Denver plant was seven years in the making and a start of technology that incorporated the most comprehensive, computer-integrated manufacturing (CIM) capabilities of its time.
However, like any rookie, the Denver facility needed a little seasoning before it could really show its potential. The first steps toward big-league success involved training the employees on the new computers and automation, then creating an operational structure that allowed its workers to harness that technology. Initially, more than half of the employees came down from the aging Downingtown, Pa., bakery that Denver had replaced and located 34 miles down the Pennsylvania Turnpike. While many of these employees had valuable, hands-on baking experience, they needed almost as much training as many of the additional employees that Pepperidge Farm eventually hired off the street as the plant got up to steam in the mid-90’s.
That’s because Denver’s state-of-the-art equipment made it one of the new breed of bakeries where performance is determined less by baking experience and more by understanding programmable controls and adhering to statistical controls. To improve the plant’s performance over the years, the Denver team has had to devise new systems that not only raised the learning curve of the workforce, but also required thinking totally out of the box to improve production capacity as well as line efficiencies.
Using data gathered from the plant’s statistical process controls, teams on each line meet weekly to analyze ways to reduce loss, increase production consistency, minimize changeovers, enhance throughput, reduce new product startup issues or improve safety. In some cases, such rethinking of the process involved a tweak here and there, such as determining that the flatness of the band on the Milano oven was a critical factor in producing consistently oval sandwich cookies. In other cases, such rethinking has forced Pepperidge Farm to challenge how it traditionally produces its top-selling icons as the company has continued to invest in new emerging technology.
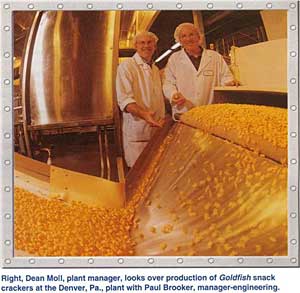
“We know that as technology changes, we have to change with technology,” notes Dean Moll, Denver’s plant manager. “When this plant was built, we were well-positioned for the 90’s. Every day, we’re making sure that we’re prepared for the 2000’s. I think we are. Just in the last three years, for example, we have doubled the throughput on two key lines – Goldfish and Milano.”
The Denver plant is the featured tour at this year’s B&CMA Technical Conference. Today, the facility is divided into two operations areas – a 351,000-sq.-ft. area for biscuit production and 260,000 sq. ft. for bread and roll production. Overall, the plant has 12 lines, including three bakery lines producing sliced breads, French (string line) breads and rolls. The nine biscuit lines produce Goldfish crackers as well as a variety of premium cookies, ranging from Soft Baked and Chocolate Collections to Milanos, Brussels and more.
The improvements on Goldfish Line 7 and Milano Line 3 that Moll refers to are classic examples on how Pepperidge Farm has transformed the Denver plant from an engineering milestone where technology controlled people to a facility where it’s now people over machine.
Previously, it would have been heretical to even consider tinkering with the Goldfish process. Today, however, the plant uses radio frequency drying equipment that has doubled the line’s throughput. In the past, Pepperidge Farm could not increase the oven’s throughput dramatically on the Goldfish line because it would significantly increase the amount of moisture in the final product, which affected the cracker’s texture. Because the dryer reduces moisture of the snack cracker in half, without impacting color, size or other baking characteristics, the plant is able to double production capacity without having to put in a new oven or additional Goldfish line. It also has allowed Pepperidge to produce a variety of new line extensions, such as its giant Goldfish crackers, which has higher moisture levels.
“That’s an example of technology that was not there when the plant was built,” Moll notes. Overall, he adds, “It’s not a questions of what we would do differently if the plant were built today. It’s about how technology has changed, and how we have changed with it.”
Moreover, on the Goldfish line, Pepperidge Farm has added seasoners, which are similar to those used in potato ship plants, for its flavor-blasted snack crackers. To meet the burgeoning number of marketing needs over the years, Team Goldfish designed a maze of conveyors that lead from lines to multiple packaging stations from any one line.
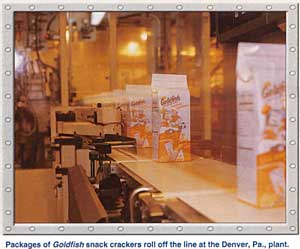
Pepperidge can produce a kaleidoscope of Goldfish packaging configurations ranging from 1-oz. single serve or standard 6-oz. bags to flavor-blasted milk cartons, 31-oz. foodservice or 38-oz. club store size.
On the Milano line, the plant has changed the way it deposits the batter. Previously, the company had two depositors – one as a backup if the other needed cleaning or if it broke down. By slowing depositor speeds and synchronizing them, engineers have increased throughput by 50% without adding another piece of equipment, notes Paul Brooker, manager of engineering.
“If one of the depositors goes down, we can still run the line with one depositor and kick up production to speeds like we ran before,” Brooker says. “It really gives us flexibility. We can use the two depositors to maximize capacity or we can use them as a backup if something goes wrong. These are the little things that get you over the hump to improve your yields.”
With the increased depositor speeds, Denver in 1998 moved to install a faster, second-generation robotic cookie sandwiching system that picks and places cookies at a rate of 1,320 a minute compared with 880 a minute on the older system, which was initially installed in 1988.
The new system’s 12 robotic arms can pick and place at speeds of 120 per minute, which is nearly double the speed of the “old” robotic system that has 20 arms working at a rate of 60 to 75 per minute. Brooker says the new system is faster because, with four servo devices, it was designed for light payloads at faster cycle speeds while the older system had been designed for heavier payloads and slower cycle speeds for assembling automobiles and other heavy machinery.
Because robotics are becoming more sophisticated, more adept and increasingly affordable, the payback has become shorter, says Dave Watson, Pepperidge’s director of corporate engineering, who was the lead engineer and one of the key architects in the start up of the Denver plant a decade ago.
Watson notes that the first-generation robotic system cost $3.5 million, resulted in annual savings of $1.1 million in direct labor and worker compensation costs and has a 3.9-year payback. That’s an internal rate of return (IRR) of 20.2%. The new system cost $2.0 million, resulted in annual savings of $1.3 million in direct labor only and has a cash payback of 1.5 years or an IRR of 41.3%, Watson adds.
The increased capacity has prompted Pepperidge Farm to further justify an investment in a prototype, robotic cookie cupping system that picks individual cookies from a moving belt and loads them with paper cups in multiple orientations at a rate of 120 cups a minute.
“If you don’t have these robotics, you couldn’t even put enough people on the line to keep up with the speed of production,” Brooker says. “Until we hit these speeds and dedicated this line [to Milano production], we could not justify the investments that we made on it. We need to run this every shift,” which is currently 15 shifts per week.
The system, which became operational just this summer, features two robotic cuppers that each pick and place 660 cookies – or 100 bags – a minute. The system cost $3.2 million, will provide $1.2 million annual savings in direct labor only and has a cash payback of 3.26 years or an IRR of 27.8%.
Automation improvements have allowed the Denver facility to put together a career season as far as statistics, with the number of cases of products for the entire plant rising 26% to more than 12 million this year.
That’s nearly 60% more than the 7 million cases of product produced in 1997 and triple the amount produced during its first full year of operation in 1992.
At the same time, the plant has reduced its waste by 50%, saving the company millions of dollars. It’s not surprising to learn, then, that Denver won the equivalent of the MVP award when the team received the Margaret Rudkin Award, named after Pepperidge’s founder, for plant of the year.
“We were fortunate enough to start as a premier facility, and we have invested over the years to keep it on the cutting edge,” says Moll, who notes Denver received ISO 9002 certification this year. “We want to keep it a leading-edge facility, but it will only be a leading edge, and state of the art if we have our people take us there.”
What’s been driving Pepperidge Farm’s growth over the last few years has been the company’s switch to an icon strategy, where the company puts it marketing muscle behind the biggest and best products in its portfolio, including Goldfish, Milano and Swirl breads. By increasing these product sales, line volumes grow, which improves production efficiencies. Meanwhile, part of the money saved by increased efficiencies is being funneled into marketing and R&D programs to create new packaging, boost advertising budgets or roll out new products, such as the successful debut of chocolate-enrobed Milanos that will be produced seasonally later this year.
Production typically runs 24 hours a day, five to seven days a week. Bulk flour is stored in 10, 120,000-lb. silos. Two, 120,000-lb. silos hold sugar. Flour is transferred to 20,000-lb. use bins to ensure accurate scaling and quicker cycle times. The plant has 50,000-lb. tanks for shortening, corn syrup, canola oil, blended oil and an 80,000-lb. chocolate tank. Six manually-filled bins hold minor ingredients, such as rye flour, starch and wheat gluten. Micro ingredients are hand measured, then put in carts that each hold one batch.
On the mezzanine level, the control room for Denver’s CIM system looks like Houston Control where central supervisory computers oversee a network of more than 100 industrial-hardened PC’s linked by fiber optic lines. Each line has its own supervisory computer, as does ingredient handling and mixing. Pepperidge Farm has replaced its initial IBM 386s PC/2s with IBM 486s, which use generally available software and hardware, not proprietary, which makes upgrading more affordable.
On the mezzanine level on the biscuit side, five 1,300-lb. cookie and two 1,500-lb. cracker mixers control formulation and mixing time. All come with CO2 systems to control dough temperature. After mixing, batches fall through 20-ft. chutes, which are hoisted through slots on the floor, to the first level.
On six cookie lines, three produce chocolate bottom-coated or enrobed cookies. Others produce soft-baked, shortbread, assortment packs or a variety of chocolate chip and other wirecut cookies. Line 1 also produces Goldfish Graham snacks. Oven sizes range form 150 to 300 ft. on the biscuit lines.
Perhaps most unique are the Milano lines. There, after makeup, cookies travel through a 150-ft. oven to a 60-ft cooling tunnel. To ensure proper cooling, Pepperidge used a device similar to an oven “mole” to measure the tunnel’s temperature, air velocity and other variables. After the mini-bottomer applies orange, mint or chocolate coating, Milanos travel to the robotic sandwiching systems. Double chocolate-filled Milanos receive another coating by a second bottomer before sandwiching. Because they have twice the filling, the double chocolate-filled Milanos receive a second cooling to ensure the product is sealed.
Next, the Milanos then race toward the robotic cupper at a rate of 1,320 a minute. Using a counter-flow principle, five cookies at a time head into the front system while six cups at a time are denested from the rear. One photo eye ensures that the cups have been denested while a second makes sure the cookie is properly topped. If it sees dark chocolate, as in the filling, and not white vanilla, as in the cookie, the system will assume the cookie isn’t sandwiched. Overall, the system is programmed to fill the cups. If the cookies aren’t picked up, they are conveyed to the end and recycled later or discarded.
After filling, the filled cups loop around 180° to the stuffers, which place them in the bag, which are sealed, then cased and sent to warehousing.
On the Goldfish line, the freshly mixed, yeast-raised dough receives an extended fermentation before being dumped from the mezzanine level to the first floor, where it’s laminated, die-cut and baked. After moving through the radio frequency dryer, which reduces the product moisture in half to its proper level, the Goldfish travel through a seasoner and a new larger-sized accumulator, which was installed when the line’s capacity was doubled.
From the accumulator, the Goldfish head into bucket conveyors to one of many scalers, which place the exact weight of product into the package below. After sealing, the filled bags of Goldfish travel single file to case packers.
On the line, sophisticated sensors meticulously monitor color, moisture, height and the amount of oil or salt. QA personnel routinely take samples of the line for scoring and testing.
In the vast warehouse, employees break down product off conveyors by depot. Each day, about 40 tractor trailers are filled at Denver, whose biscuit operation services 120 mid-Atlantic and New England depots. Typically, the warehouse holds one week of inventory of cookies and crackers.
Streamlining changeovers are two areas which the company is seeking to improve on the biscuit side. Previously, Denver conducted changeovers after every 8-hour shift. Now the plant’s making them in mid-shift “to whittle our inventory down next to nothing,” Moll says.
“We’re learning from the bakery side how to change on the fly,” Moll explains. “Our goal is to take that thought process over to the biscuit side.”
New product development is another area where Pepperidge Farm and its Denver plant are striving to streamline. Previously, it normally took 4-6 months to introduce a new product. Under a new program called “Project Lightening,” the company wants to go from idea concept to production in two months.
Such challenges to reduce costs, enhance quality, improve throughput and increase safety, along with the 20 strict standards of ISO 9002 certification, have prompted Moll to reorganize the management structure at the plant. Today, to oversee production, Denver has three product managers – one for bakery, cookie, and cracker – reporting to operations manager, William Livingstone. To oversee incoming ingredients and outgoing product, planning, receiving, warehousing and shipping managers report to supply chain manager Stephen Lieb.
“Part of the reason for systematic changes that we have made is due to the growth of the company over the years,” Moll says. “And as we had to bring new people in, we need a strong system to consistently produce products that live up to our company’s standards.”
Asked what he would do differently if he had a chance to rebuild the Denver facility again from scratch, Moll replies, “I don’t think it’s a case of what we would have done differently. We did a good job. It’s a wonderful plant. Our charge is – as technology changes – to improve on what we have here and make it better.”
With such a mandate, it’s safe to say, for Pepperidge Farm “there’s never an ordinary day” in Denver, Pa.
Sorry, the comment form is closed at this time.